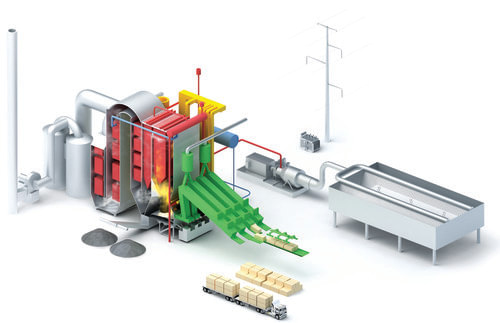
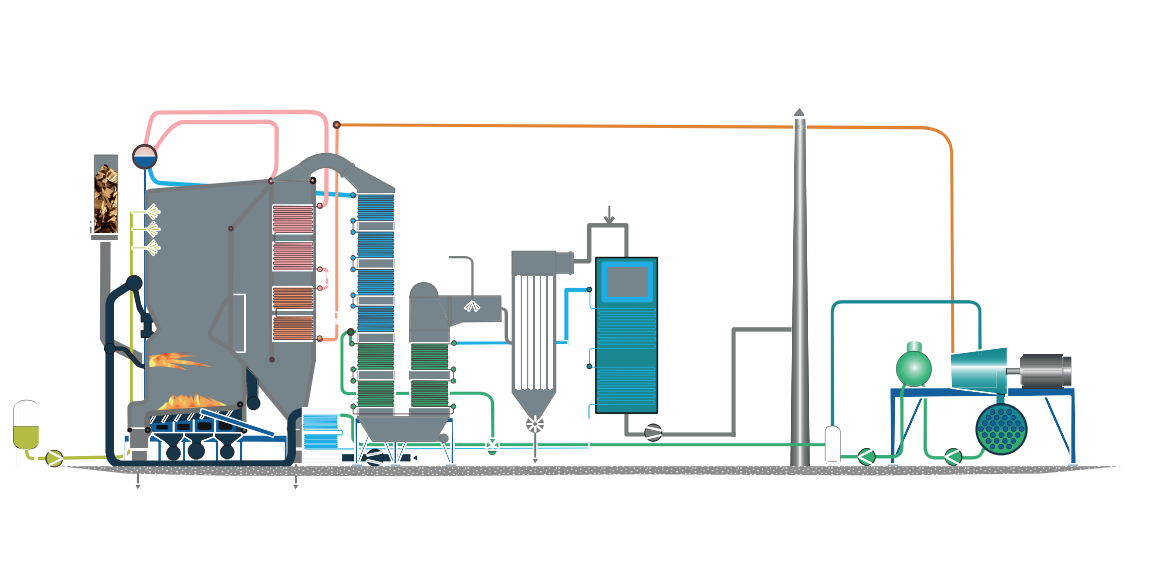
Boiler concept
3 PASS BOILER SH & RH
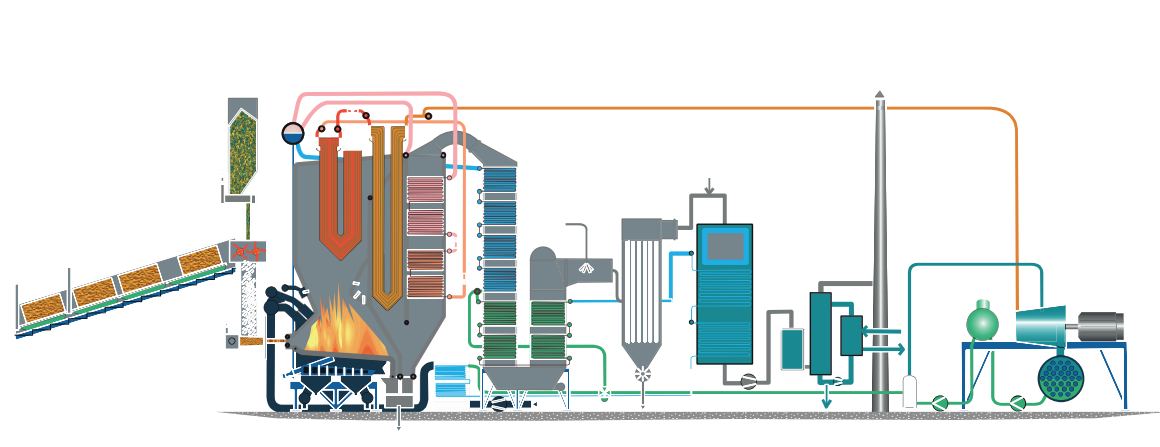
Agricultural Biomass Residue High Alkaline.
Base: Wheat Straw, Rice Straw, Corn Stover, Mustard Husk, Palm Leaves, Sugarcane Top Trash...
- Supplement: Wood Chips, Wood Pellets...
- Fuel: 100% Base & 50% Supplement
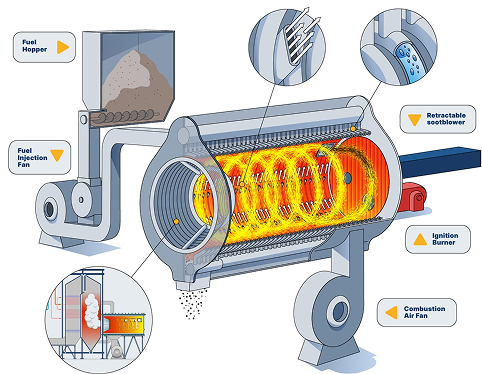
- Type: Three Pass Boiler Design
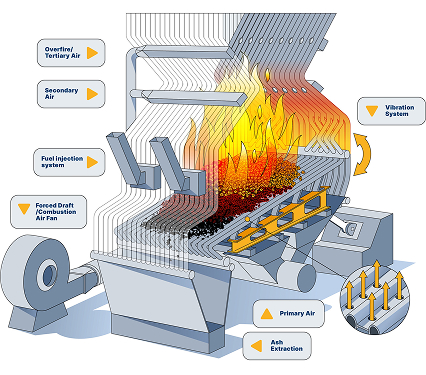
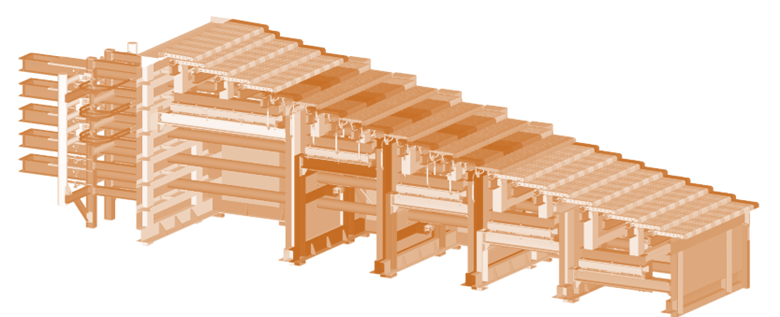
- Water Cooled Vibration Grate
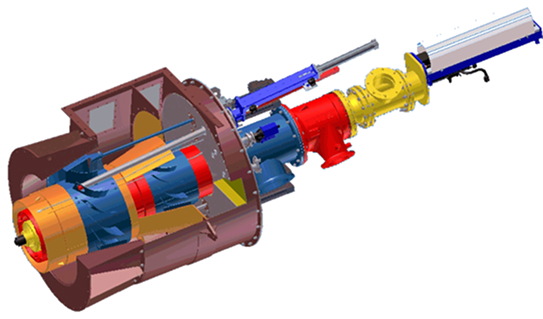
- Double Screw Stoker
- Combustion Air PreHeating
- Submerged Bottom Ash Conveyor
- Flue Gas Treatment with SCR or SNCR
Single Heat
+- Sizes: 30, 60, 90, 120 & 150 MWt
- Fuel Lines: 1, 2, 3, 4 or 5
- Steam: 110 bara, 540 °C
- Slagging Pending Super Heater
- Attemperators: 3
ReHeat
+- Sizes: 120 & 150 MWt
- Fuel Lines: 4 or 5
- Steam: 140 bara, 540 °C, 540 °C
- Slagging Pending Super Heater
- Slagging Pending Re Heater
- Attemperators: 3+1
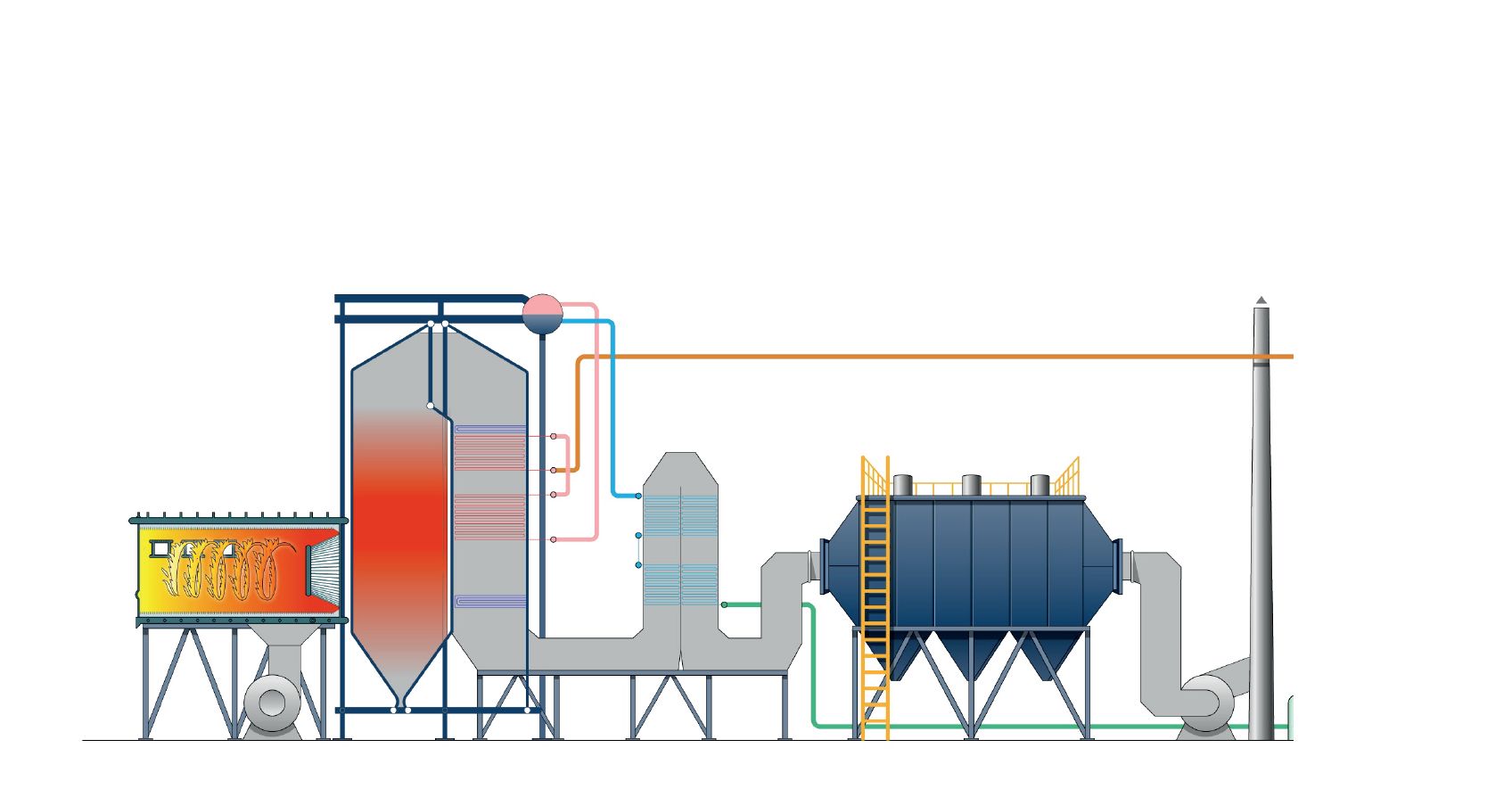
2 PASS BOILER SH & RH
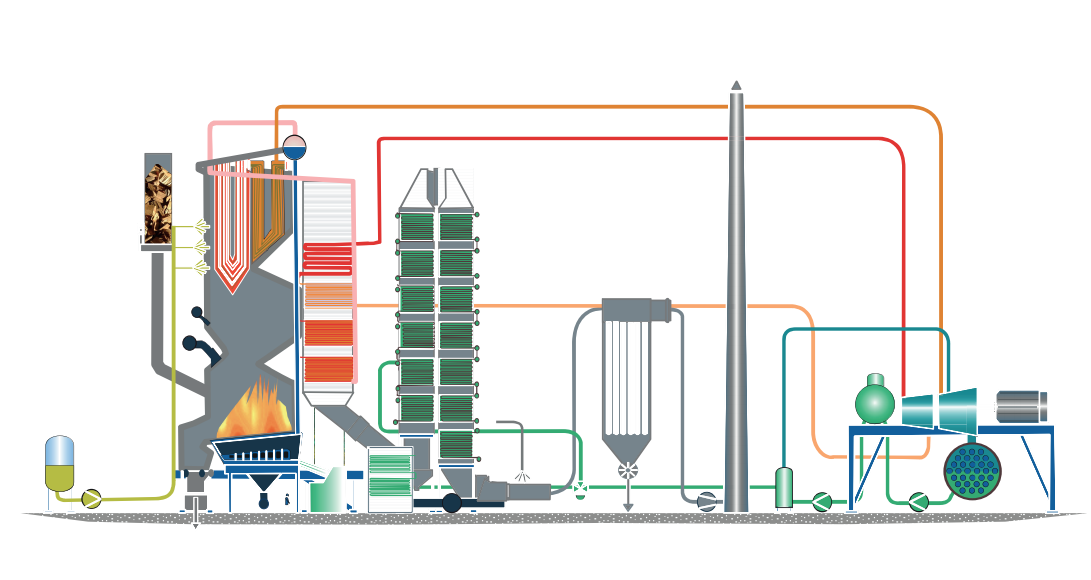
Forest Biomass Residue Low Alkaline.
Base: Wood Chips, Wood Pellets...
- Supplement: Wood Chips, Wood Pellets...
- Fuel: 100% Base.
- Type: Two Pass Boiler Design.
- Water Cooled Vibration Grate.
- Spreader Stoker.
- Combustion Air PreHeating.
- Primary Air PreHeating FW.
- Submerged Bottom Ash Conveyor.
- Flue Gas Treatment with SCR or SNCR
Single Heat
+- Sizes: 20, 30, 45, 60, 75, 90, 105, 120, 135 & 150 MWt
- Fuel Lines: 2, 3, 4, 5, 6, 7, 8, 9 & 10
- Steam: 110 bara, 540 °C
- Slagging Pending Super Heater or Empty First Pass
- Attemperators: 3
ReHeat
+- Sizes: 75, 90, 105, 120, 135 & 150 MWt
- Fuel Lines: 5, 6, 7, 8, 9 & 10
- Slagging Pending Super Heater
- Slagging Pending Re Heater
- Attemperators: 3+1
- Steam: 140 bara, 540 °C, 540 °
3 PASS BOILER SH
Waste A1/A2/A3/RDF/MSW Low Alkaline.
Base: Waste Wood Chips, Refuse Derived Fuel, Municipal Solid Waste.
- Fuel: 100% Base
- Type: Three Pass Boiler Design
- Water Water Cooled Vibration Grate or Water Cooled Step Grate
- Furnace Inconel Lining
- Spreader Stoker or Hydraulic Pushers
- Combustion Air PreHeating
- Primary Air PreHeating FW
- Submerged Bottom Ash Conveyor
- Flue Gas Treatment with SCR or SNCR
- WI T2S Compliant
Single Heat
+- Sizes: 20, 30, 45, 60, 75, 90, 105, 120, 135 & 150 MWt
- Fuel Lines: 2, 3, 4, 5, 6, 7, 8, 9 & 10
- Steam: 110 bara, 470 °C
- Attemperators: 2
2 PASS BOILER SH
Industrial Biomass Residue Low Alkaline.
Base: Wood Dust, Sunflower Husk, Meat & Bone Meal...
- Fuel: 100% Base
- Type: Two Pass Boiler Design
- Cyclonic Combustion Chamber
- Pneumatic Fuel Injection
- Combustion Air PreHeating
- Water Cooled Bottom Ash Conveyor
- Flue Gas Treatment with SCR or SNCR
Single Heat
+- Sizes: 20, 40, 60 & 80 MWt
- Fuel Lines: 1 & 2
- Steam: 100 bara, 450 °C
- Attemperators: 2